
カスタマイズされたプラスチック部品


当社は中国で最も競争力のある金型メーカーおよび射出成形会社の1つとして、家庭用品、自動車、電子機器、医療、農業、鉱業など、幅広い産業用途に対応しています。
当社のサービス内容は以下のとおりです。
- CAD設計/金型流動解析/DFM
- カスタム射出成形金型、ダイカスト製造
- プラスチック射出成形
- 試作品製作、少量生産
- 塗装、印刷技術、組み立て
導入
当社の射出成形工場には、40トンから800トンまでのプラスチック射出成形機が12台設置されており、24時間365日体制で自動生産サービスを提供しています。使用するプラスチック樹脂は、ABS、PC、PP、PA、PMMA、POM、PEなど、幅広い種類を取り揃えています。
当社はプラスチック射出成形用の金型を製作しています。金型設計の初期段階から射出成形を考慮に入れることで、最短の成形サイクルタイムと最小限のメンテナンスコストを実現し、最終的にお客様にメリットをもたらします。少量生産のご注文も大歓迎です。特に金型製作コストが負担に感じられる場合、お客様のご要望にお応えします。当社の金型は、少量生産プロジェクトにおいて、高品質を維持しながら予算を削減するための幅広いソリューションを提供できます。当社の専門家がお客様と協力し、最適なソリューションを見つけ出します。
当社は、自動車、医薬品、照明、スポーツ用品、家電、農業向けのさまざまなプラスチック射出成形金型の経験があります。現在、当社には20名の優秀なエンジニアがおり、そのほとんどがプラスチック射出成形業界で優れた教育を受けており、仕事に誇りを持っています。当社は、月間20セットの射出成形金型を提供できます。グローバル企業の最高レベルの要求を満たすために、当社は最新技術に継続的に投資し、最先端の金型製造設備を装備しています。当社は、社内でプラスチック射出成形金型の製造、射出成形、塗装、組立能力を完全に備えており、当社の設備には、精度0.005mmのCNC 8セット、ミラーEDM 14セット、低速ワイヤーカット 8セット、40トンから800トンまでの射出成形機12セット、2D投影測定装置1セット、CMM 1セットが含まれますが、これらに限定されません。当社は、最大7.5トンのプラスチック金型とダイカストを製作でき、成形プラスチック部品の最大重量は1200gです。また、高度なCAD/CAM/CAEシステムを使用しており、pdf、dwg、dxf、igs、stpなどのデータ形式に対応可能です。
動作原理
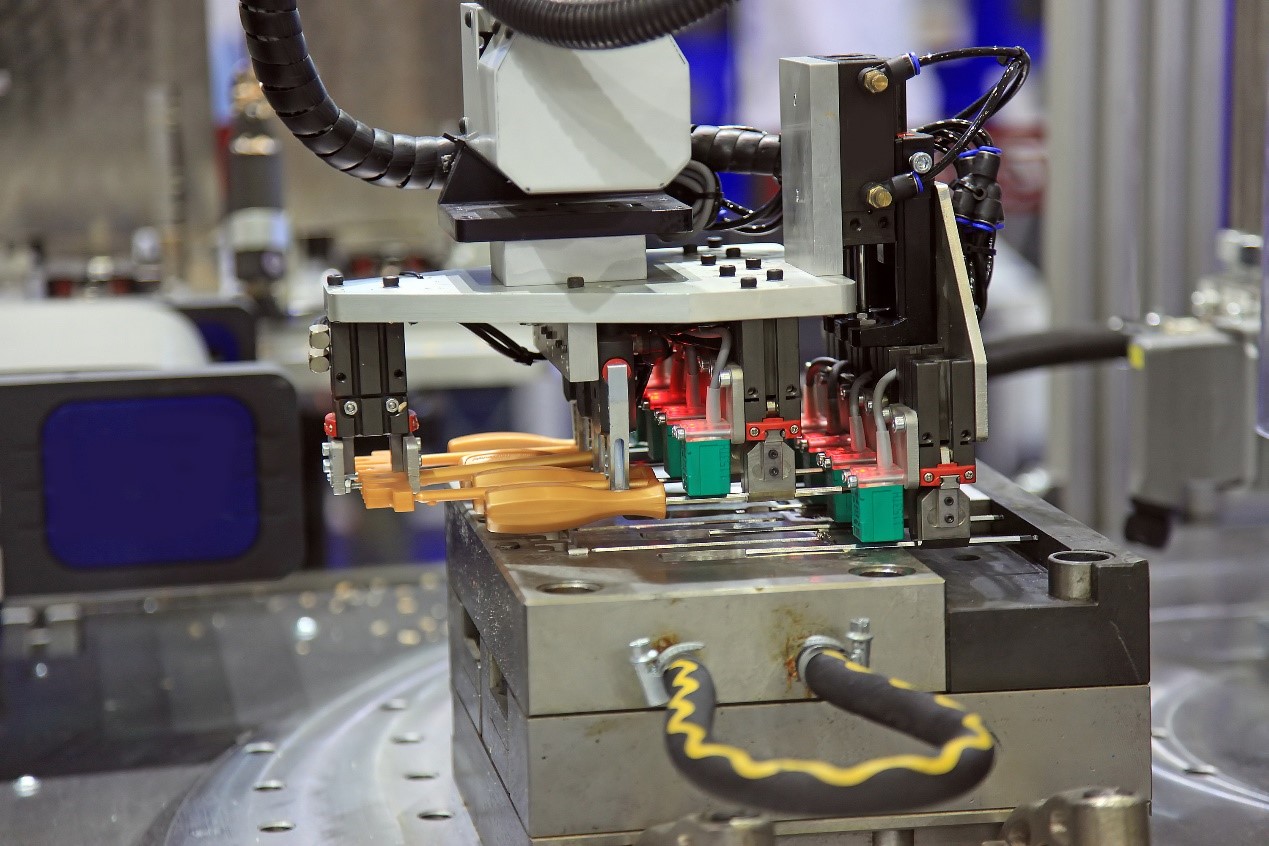
射出成形は、プラスチック樹脂を所望の形状に成形するプロセスです。射出成形機は溶融したプラスチックを金型に押し込み、冷却システムによって冷却して設計通りの固体形状にします。ほぼすべての熱可塑性樹脂はこの方法で成形され、他の加工方法と比較して、精度と生産性に優れています。ただし、設備と金型コストに対する要求水準が高いため、主に大量生産される射出成形部品に用いられます。
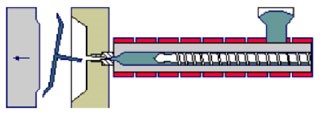
射出成形機は一般的にプランジャーシリンダーまたはスクリューシリンダーを使用します。射出成形プロセス:ホッパーからバレルにプラスチック原料を供給し、プランジャーが押し出しを開始し、プラスチック原料は加熱ゾーンに押し込まれ、バイパスシャトルを通過します。溶融したプラスチックはノズルから金型キャビティに流れ込み、その後、設計された冷却システムを通して水または油が流れ、金型を冷却してプラスチック製品を得ます。金型キャビティから射出成形された部品は、通常、成形プロセス中に発生した応力を除去するために適切な処理が必要であり、これにより良好な寸法安定性と性能が得られます。
6つの段階プラスチック射出成形プロセス
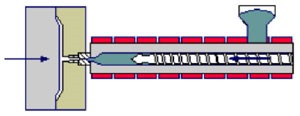
プラスチック射出成形プロセスは、ホッパーから成形機の射出ユニットへポリオレフィンペレットを重力供給することから始まります。ポリオレフィン樹脂に熱と圧力を加えることで、樹脂が溶融し流動します。溶融樹脂は高圧で金型に射出されます。金型内の材料は冷却・固化するまで圧力が維持されます。成形品の温度が材料の変形温度を下回ると、金型が開き、成形品が取り出されます。
射出成形の全工程を成形サイクルと呼びます。溶融樹脂を金型キャビティに射出する開始から金型が開くまでの期間をクランプ閉時間と呼びます。射出成形サイクル全体の時間は、クランプ閉時間と金型を開いて成形品を取り出し、再び金型を閉じるのに必要な時間の合計で構成されます。射出成形機は、溶融、射出、保圧、冷却のサイクルを経て樹脂を成形品に伝達します。プラスチック射出成形機は、以下の主要コンポーネントで構成されています。
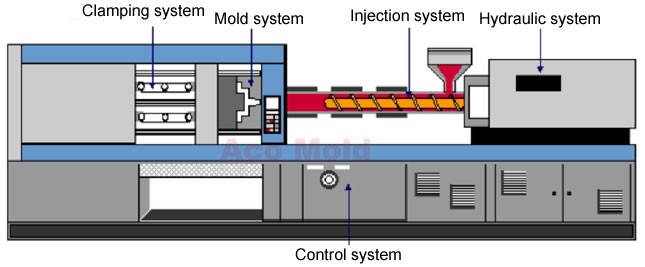
注入システム: 原料をシリンダーに投入し、加熱して溶かし、溶融した材料をスペアを通してキャビティに押し込む。
油圧システム:注入力を与えるため。
金型システム金型に材料を装填し、組み立てる。
クランプシステム: 梱包力を提供するため。
制御システム: 冷却システムの制御動作。
プラスチック射出成形機の能力を判断する際によく用いられる指標として、型締め力があります。その他の指標としては、射出量、射出速度、射出圧力、スクリュー、射出バーの配置、金型サイズ、タイバー間の距離などがあります。プラスチック射出成形機は、いくつかの種類に分類できます。高精度や特殊な設計を必要としない通常のプラスチック部品用の汎用機のほか、高精度部品専用の高精度機や、薄肉部品用の高速機などがあります。
射出成形プロセス全体は、以下の6つのステップから構成されます。
1) 金型が閉じ、スクリューが射出のために前進し始めます。
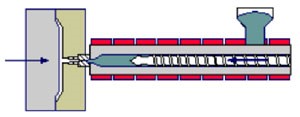
2) 充填:溶融した原料をキャビティ内に注入する。
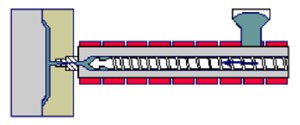
3) 充填、ネジが連続的に前進するにつれて空洞が充填されます。
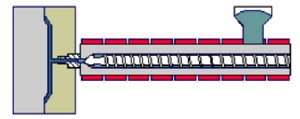
4) 冷却中、ゲートが凍結して閉じるとキャビティが冷却され、スクリューが後退し始めて次のサイクルに向けて材料を可塑化します。
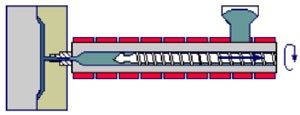
5) 金型が開いて部品が排出される。金型が開き、排出システムによって部品が射出される。
6) 閉じると、金型が閉じ、次のサイクルが始まります。
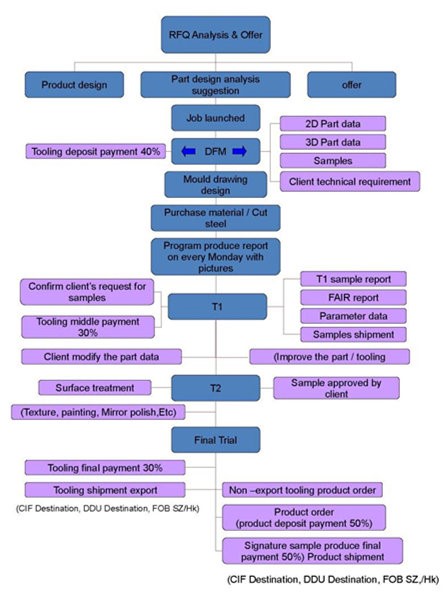
PO手順
お問い合わせから発注完了まで、当社では標準的な手順を定めており、社内およびお客様双方にとって、現在の状況を常に明確に把握できるようになっています。また、各ステップ間の移行もよりスムーズかつ容易になります。
輸出用射出成形金型の注文プロセス:
- 顧客から2D/3D部品図面を受け取り、プロジェクトマネージャーは金型設計者、金型製作者、品質保証マネージャー、PMCとともにキックアウトミーティングを開催し、顧客から提供されたデータをレビューします。議論されたすべての情報を収集し、確認のためにDFMレポートを顧客に送付します。
- DFMレポートには、設計および製造前に必要なすべての情報が含まれています。金型ゲート方式、射出方式、射出ピン配置、部品配置、金型パーティングライン、冷却ライン。スライダー、アングルリフター、金型コアおよびキャビティの仕上げ、彫刻などの特殊構造機能。
- すべての詳細事項が話し合われた後、金型設計が開始され、金型設計の2Dレイアウトが1~3日以内に顧客に提供されます。3D金型設計には、金型の複雑さによって3~7日かかります。
- 金型設計図をお客様に送付して承認を得た後、入金確認後に金型鋼材、金型ベース、付属品の発注を開始します。工程報告書を提出し、計画された全工程を示します。金型製造工程の進捗状況に応じて、完了まで週次報告書が提出されます。
- 初回金型試作では、金型のすべての機構が正しく機能しているか、部品の形状が正しいかを確認します。金型冷却システム、金型射出システム、金型排出システムなどをチェックし、適切な修正を行った後、T1成形プラスチックサンプルを寸法レポート、射出成形パラメータとともに顧客に提出します。通常、完成度は90%です。
- サンプル改良、機能性、外観、修正後の寸法、仕上げの質感/研磨、彫刻に関するコメントを入手し、最終承認のためにサンプルを送付します。
- 工具の安定性を確認するために、小規模な自動実行試験とCPKレポート作成試験を実施してください。
- 金型は木箱に梱包し、海上輸送の場合は錆びを防ぐため真空パックに特に注意を払います。パッケージには、2D/3D金型設計図、NCプログラミングデータ、銅、スペアパーツ、交換用インサートなどが含まれます。
- 顧客工場における金型の稼働状況をフォローアップし、必要なサービスを提供する。
お客様のご要望に応じて、大型プラスチック製品の製造も可能です。これらの製品は、鉱業、工業、建設など幅広い分野で活用されています。特別なご要望については、工場までお問い合わせください。












